The text in this area of your pages is also editable. Since this will be a part of all of your pages, use it for significant information like announcements, news or links.
gpEasy CMS
Understanding Capacitor Discharge Stud Welding
Utilises the energy stored in a bank of capacitors. This energy is discharged through a virtual short circuit creating a very high current for a short period of time (6 milliseconds). Capacitor Discharge is most commonly used with smaller diameter studs welded on to thin-based materials. Stud diameters can range from 3mm to 8mm. Stud materials are mild steel, stainless steel, aluminium and brass.
HOW IT WORKS
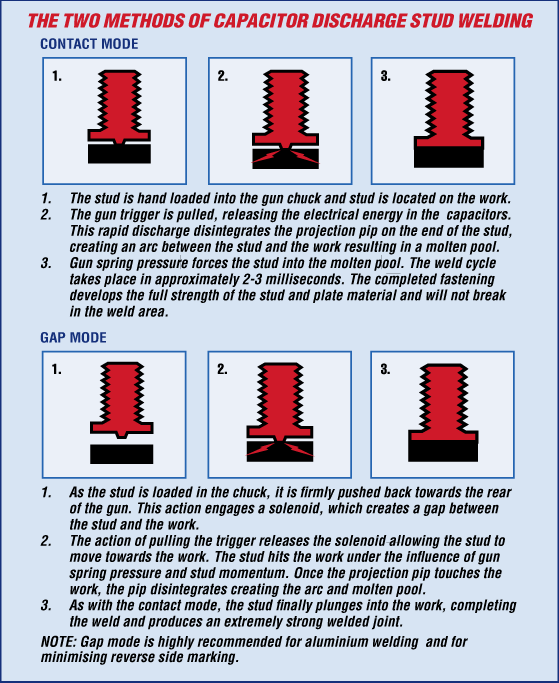
CONTACT MODE
- The stud is hand loaded into the gun chuck and stud is located on the work.
- The gun trigger is pulled, releasing the electrical energy in the capacitors. This rapid discharge disintegrates the projection pip on the end of the stud, creating an arc between the stud and the work resulting in a molten pool.
- Gun spring pressure forces the stud into the molten pool. The weld cycle takes place in approximately 2-3 milliseconds. The completed fastening develops the full strength of the stud and plate material and will not break in the weld area.
GAP MODE
KCD has a stud welding machine (CD 8000) specially developed for welding aluminium. The operation is similar to the Contact Method except that a solenoid in the gun holds the stud back creating a gap prior to firing.
>This Gap Method is ideal for signage applications.
BENEFITS USING THE CAPACITOR DISCHARGE SYSTEM
-
Cost Savings
Using Stud Welding, rather than conventional welding methods, drilling, tapping, piercing and adhesives for insulation attachment, can cut labour and material costs. -
Little or no reverse side marking
The weld creates a perfect bond so neatly that highly polished or preprinted materials are left unmarked even on 0.6mm (0.024’) thickness. -
Speed and Versatility
Realistic welds at the rate of 15 per minute are obtainable. -
Reliability
By using the latest technology and solid state component parts, dependability is ensured, eliminating costly maintenance and down time. -
Simple to Operate
Unskilled operator is all that is required. -
Portable
Easily moved to where the work has to be completed. -
No Flux Needed
No flux, ferrules or inert gas required. -
Very Safe
Circuit breaker protects operator.
Gun - low voltage 14vDC.
KCD Studwelding
ABN 38 108 395 027
96a Herald Street
Cheltenham Victoria
Australia 3192
Telephone: 03 9584 1588
International: +61 3 9584 1588
Email: info@kcdstudwelding.com.au
Hours: 8am-4.30pm Monday to Friday