The text in this area of your pages is also editable. Since this will be a part of all of your pages, use it for significant information like announcements, news or links.
gpEasy CMS
Understanding Drawn Arc Stud Welding
Uses the energy obtained from mains power via a DC power source. The energy is lower in current than the Capacitor Discharge, but has a much longer weld cycle therefore creating an extremely hot weld zone. This makes Drawn Arc Stud Welding more suitable for fixing studs in structural situations. Stud diameters can range from 6mm to 25mm. Drawn Arc Stud Welding is used in heavy industrial applications to weld large fasteners to heavy base materials.
Stud diameters are 6mm to 25mm and the base metal thickness should be at least one-third the weld base diameter of the stud. This ratio will assure that the weld is as strong as the stud to utilise the maximum load capacity. In some special circumstances, the base metal thickness can be one-fifth of the weld base diameter of the stud.
HOW THE STUDS ARE WELDED
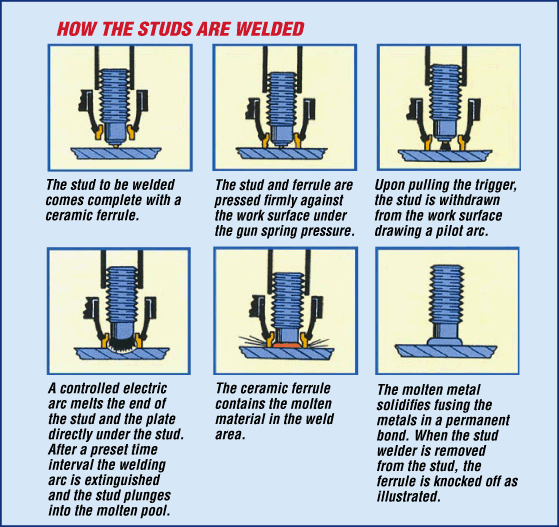
- The stud to be welded comes complete with a ceramic ferrule.
- The stud and ferrule are pressed firmly against the work surface under the gun spring pressure.
- Upon pulling the trigger, the stud is withdrawn from the work surface drawing a pilot arc.
- A controlled electric arc melts the end of the stud and the plate directly under the stud.
- After a preset time interval the welding arc is extinguished and the stud plunges into the molten pool. The ceramic ferrule contains the molten material in the weld area.
- The molten metal solidifies fusing the metals in a permanent bond. When the stud welder is removed from the stud, the ferrule is knocked off as illustrated.
BENEFITS USING THE DRAWN ARC SYSTEM
-
Eliminates Secondary Operations
No need to drill or tap holes. No
rivet heads, bolts, nuts or washers -
Cost Savings
Eliminates the cost of secondary operation associated equipment and costs of these operations. -
Weld Strength
Full stud strength is developed. The weld is as strong, if not stronger, as the stud and the parent metal. -
Accuracy
With simple tooling the stud can be located accurately. -
Simple to Operate
Unskilled operator is all that is required. -
Reliability
Because of the precisely controlled current and time offered by the equipment, consistent results are assured. -
High Production Speed
Depending on the equipment used and the stud diameter, duty cycles can range between 5 and 18 per minute. -
Very Safe
Low voltage at the gun.
KCD Studwelding
ABN 38 108 395 027
96a Herald Street
Cheltenham Victoria
Australia 3192
Telephone: 03 9584 1588
International: +61 3 9584 1588
Email: info@kcdstudwelding.com.au
Hours: 8am-4.30pm Monday to Friday